Lochgrößen: Tische, Werkzeuge, Schneidprozess
Um ein Innengewinde an einem Teil zu schneiden, müssen Sie zuerst ein Loch bohren. Seine Größe entspricht nicht dem Gewindedurchmesser, sollte aber etwas kleiner sein. Den Durchmesser des Bohrers für das Gewinde finden Sie in einer speziellen Tabelle. Dazu müssen Sie jedoch auch den Gewindetyp kennen.

Gewindeparameter bestimmen den Bohrerdurchmesser
Der Inhalt des Artikels
Haupteinstellungen
Jeder Thread ist durch zwei Parameter gekennzeichnet:
- Durchmesser (D);
- Schritt (P) - der Abstand von einer Schleife zur anderen.
Sie werden von GOST 1973257-73 bestimmt. Ein großer Schritt wird als normal angesehen, aber mehrere kleinere entsprechen ihm. Bei dünnwandigen Produkten (dünnwandigen Rohren) wird ein kleiner Abstand verwendet. Sie machen auch eine kleine Umdrehung, wenn der angewendete Faden eine Möglichkeit ist, Parameter anzupassen. Außerdem wird ein kleiner Schritt zwischen den Windungen ausgeführt, um die Dichtheit der Verbindung zu erhöhen und das Phänomen des Selbstschraubens des Teils zu überwinden. In anderen Fällen wird ein Standardschritt (groß) geschnitten.
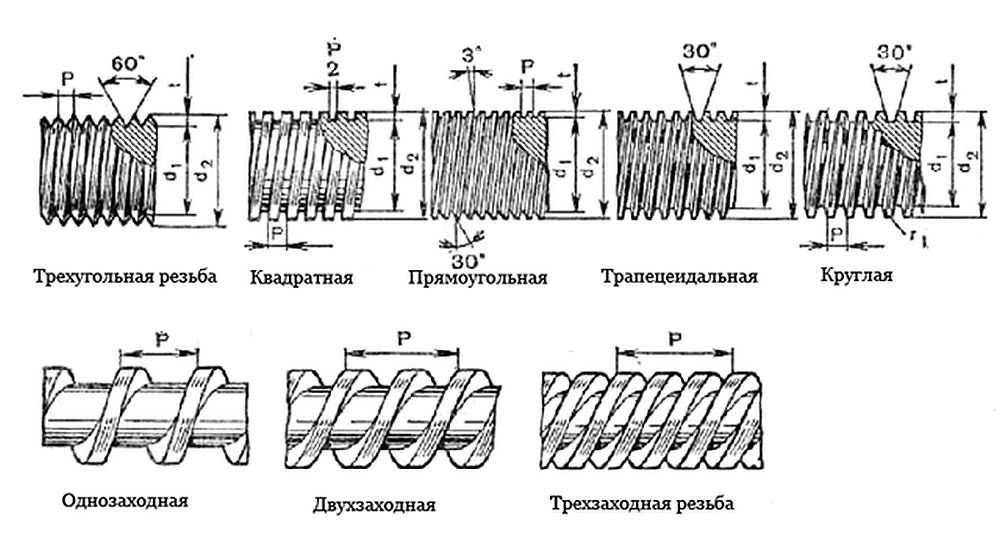
Gewindetypen und ihre Hauptmerkmale
Es gibt viele Arten von Gewinden, da jedes seine eigenen Formationseigenschaften hat, ist der Durchmesser des Lochs für das Gewinde jeweils unterschiedlich. Alle von ihnen sind in GOST geschrieben, aber meistens verwenden sie dreieckige metrische und sich verjüngende metrische Gewinde. Wir werden weiter darüber sprechen.
Wir sehen normalerweise dreieckige Gewinde an Schrauben und ähnlichen Befestigungselementen, die sich verjüngen - bei den meisten Sanitärprodukten, bei denen eine abnehmbare Verbindung erforderlich ist.
Gadgets
Für das DIY-Schnitzen werden kleine Werkzeuge verwendet:
- Matrizen (sie werden auch Lerki genannt) zum Ziehen von Windungen von außen (normalerweise an einem Rohr oder einer Metallstange (Stift);
- Wasserhähne - für die Innenseite (hier müssen Sie vorher ein Loch für sie machen).

Tippe (oben) und stirb (unten)

Alle diese Geräte bestehen aus Legierungen, die sich durch erhöhte Festigkeit und Abriebfestigkeit auszeichnen. Auf ihre Oberfläche werden Rillen und Rillen aufgebracht, mit deren Hilfe ihr Spiegelbild auf dem Werkstück erhalten wird.
Jeder Gewindebohrer oder jede Matrize ist markiert - sie haben eine Beschriftung, die den Fadentyp angibt, den dieses Gerät schneidet - Durchmesser und Steigung. Sie werden in Halterungen - Schraubenschlüssel und Matrizenhalter - eingesetzt, die dort mit Schrauben befestigt sind. Halten Sie das Gewindeschneidwerkzeug in der Halterung und setzen Sie es an der Stelle ein, an der eine abnehmbare Verbindung erforderlich ist. Durch Scrollen des Geräts werden Windungen gebildet. Es hängt davon ab, wie richtig das Gerät zu Beginn der Arbeit eingestellt ist, ob sich die Spulen gleichmäßig "niederlegen". Führen Sie daher die ersten Umdrehungen durch, um die Struktur gleichmäßig zu halten und Verschiebungen und Verzerrungen zu vermeiden. Nach einigen Umdrehungen wird der Vorgang einfacher.
Gewinde mit kleinem bis mittlerem Durchmesser können manuell geschnitten werden. Schwierige Typen (Zwei- und Dreiwege) oder Arbeiten mit großen Durchmessern mit den Händen sind nicht möglich - zu viel Aufwand ist erforderlich. Zu diesem Zweck wird eine spezielle mechanisierte Ausrüstung verwendet - für Drehmaschinen mit daran befestigten Gewindebohrern und Matrizen.
Wie man richtig schneidet
Sie können Gewinde auf fast jedes Metall und seine Legierungen auftragen - Stahl, Kupfer, Aluminium, Gusseisen, Bronze, Messing usw. Es wird nicht empfohlen, dies mit einem heißen Bügeleisen zu tun - es ist zu hart, es bröckelt während des Betriebs und es ist nicht möglich, qualitativ hochwertige Windungen zu erzielen, was bedeutet, dass die Verbindung unzuverlässig ist.

Werkzeug für die Arbeit
Vorbereitung
Es muss an reinem Metall gearbeitet werden - Rost, Sand und andere Verunreinigungen entfernen.Dann muss die Stelle, an der der Faden aufgebracht wird, geschmiert werden (außer Gusseisen und Bronze - Sie müssen mit ihnen "trocken" arbeiten). Es gibt eine spezielle Emulsion zur Schmierung, aber wenn nicht, können Sie eingeweichte Seife verwenden. Sie können auch andere Schmiermittel verwenden:
- Leinöl für Stahl und Messing;
- Terpentin für Kupfer;
- Kerosin - für Aluminium.
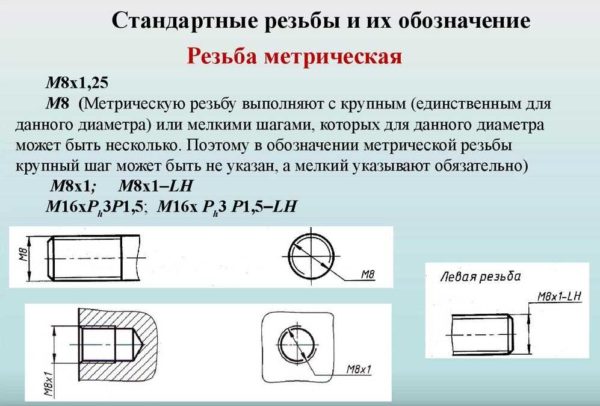
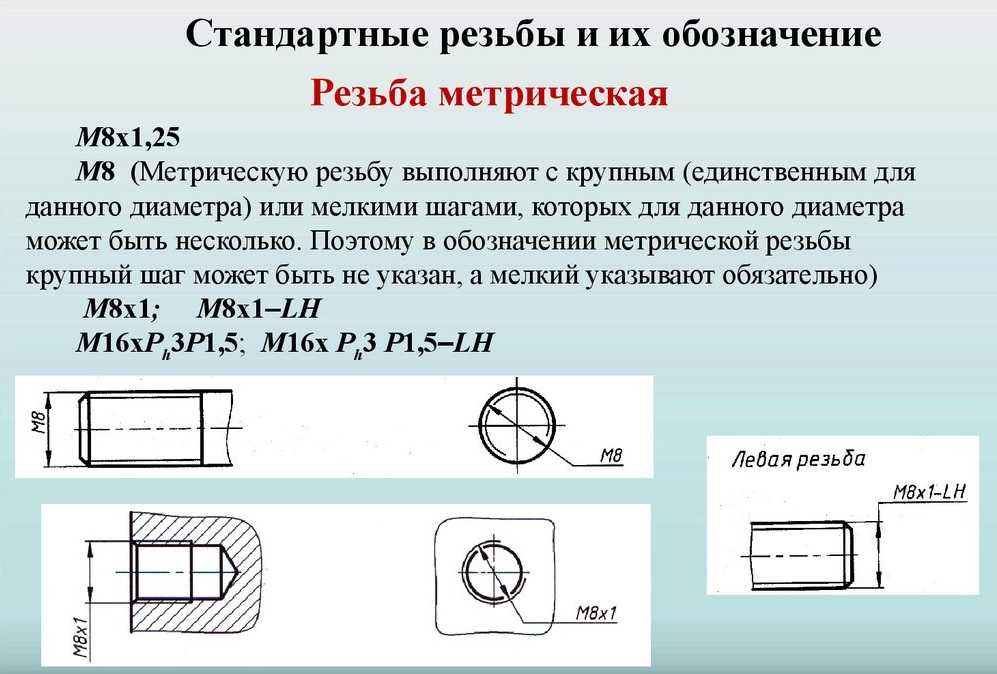
Metrische Thread-Optionen
Oft hört man Ratschläge, beim Schneiden von Fäden Maschinenöl, Mineralöl oder sogar Schmalz zu verwenden. Sie funktionieren gut, aber Experten sagen, dass es besser ist, dies nicht zu tun - die Späne haften an der viskosen Substanz, was zu einem schnellen Verschleiß des Hahns oder der Matrize führt.
Schneidevorgang
Beim Schneiden eines Außengewindes wird die Matrize streng senkrecht zur Oberfläche des Rohrs oder der Stange platziert. Während des Betriebs sollte es nicht wedeln, sonst werden die Windungen ungleichmäßig und die Verbindung wird hässlich und unzuverlässig. Die ersten Kurven sind besonders wichtig. Es hängt davon ab, wie sie sich "hinlegen", ob die Verbindung dann verzerrt wird.
Durch Anlegen eines Innengewindes wird das Teil bewegungslos fixiert. Wenn es ein kleines Stück ist, können Sie es in einem Schraubstock greifen. Wenn die Platte groß ist, sichern Sie sie mit den verfügbaren Methoden, indem Sie sie beispielsweise mit Stangen befestigen. M.
Der Gewindebohrer wird so in das Loch eingeführt, dass seine Achse parallel zur Achse des Lochs verläuft. Mit wenig Aufwand beginnen sie sich nach und nach in eine bestimmte Richtung zu drehen. Sobald Sie das Gefühl haben, dass der Widerstand zugenommen hat, schrauben Sie den Hahn wieder ab und reinigen Sie ihn von Spänen. Nach der Reinigung wird der Vorgang fortgesetzt.
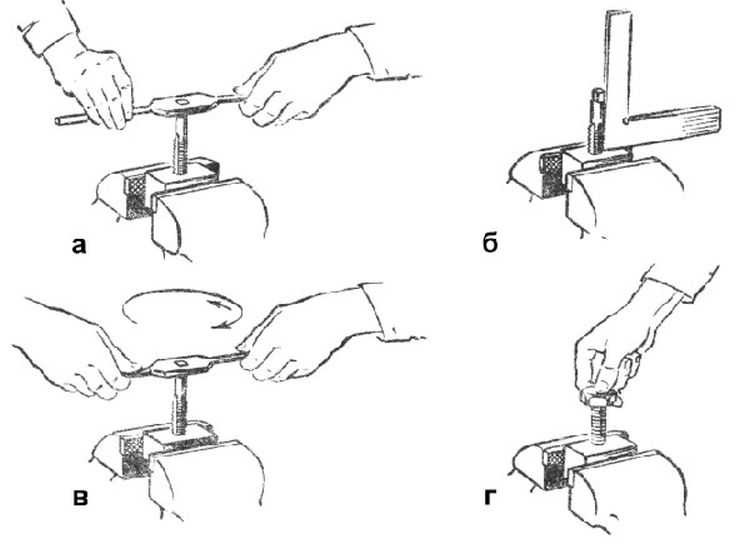
Foto-Schneideprozess
Wenn Sie auf ein Sackloch klopfen, sollte seine Tiefe etwas tiefer sein als erforderlich - dieser Überschuss sollte die Spitze des Hahns einschließen. Ist dies strukturell nicht möglich, wird die Spitze vom Wasserhahn abgeschnitten. Gleichzeitig ist es nicht für den weiteren Betrieb geeignet, aber es gibt keinen anderen Ausweg.
Damit die Windungen von hoher Qualität sind, werden zwei Gewindebohrer oder Matrizen verwendet - eine grobe und eine fertige. Der erste Durchgang erfolgt durch Schruppen, der zweite durch Fertigstellen. Es gibt auch kombinierte Einfädelvorrichtungen. Sie ermöglichen es Ihnen, alles auf einmal zu erledigen.
Ein weiterer praktischer Tipp: Damit die Späne beim Schneiden nicht in den Arbeitsbereich fallen, machen Sie eine volle Umdrehung im Uhrzeigersinn und dann eine halbe Umdrehung gegen den Uhrzeigersinn. Bringen Sie das Werkzeug danach an die Stelle, an der es angehalten hat, und führen Sie erneut eine Umdrehung durch. Dies wird bis zur erforderlichen Länge fortgesetzt.
Tabellen zur Auswahl des Bohrerdurchmessers für das Gewinde
Bei der Herstellung eines Innengewindes wird ein Loch dafür vorgebohrt. Es ist nicht gleich dem Gewindedurchmesser, da beim Schneiden ein Teil des Materials nicht in Form von Spänen entfernt, sondern herausgedrückt wird, wodurch die Größe der Vorsprünge vergrößert wird. Daher müssen Sie vor dem Auftragen den Durchmesser des Bohrers für das Gewinde auswählen. Dies kann mithilfe von Tabellen erfolgen. Sie sind für jeden Gewindetyp erhältlich, aber hier sind die beliebtesten - metrisch, Zoll, Rohr.
| Metrisches Gewinde | Zollgewinde | Rohrgewinde | |||||
|---|---|---|---|---|---|---|---|
| Gewindedurchmesser, Zoll | Gewindesteigung, mm | Bohrdurchmesser mm | Gewindedurchmesser, Zoll | Gewindesteigung, mm | Bohrdurchmesser mm | Gewindedurchmesser, Zoll | Gewindelochdurchmesser, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | - | - |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | - | - |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | - | - |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | - | - |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | - | - |
| M16 | 2,0 | 13,5 | - | - | - | - | - |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | - | - |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | - | - |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | - | - |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | - | - |
Wir machen Sie erneut darauf aufmerksam, dass der Durchmesser des Bohrers für das Gewinde für ein Grobgewinde (Standardgewinde) angegeben ist.
Tabelle der Außendurchmesser der Gewindestange
Bei Arbeiten in einem Außengewinde ist die Situation sehr ähnlich - ein Teil des Metalls wird herausgedrückt und nicht abgeschnitten. Daher sollte der Durchmesser der Stange oder des Rohrs, auf das das Gewinde aufgebracht wird, etwas kleiner sein. Wie genau - siehe Tabelle unten.
| Gewindedurchmesser, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
|---|---|---|---|---|---|---|---|---|
| Stabdurchmesser, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |
-
 Gipskartonschneider - ein Werkzeug zum schnellen Verbinden von Profilen
Gipskartonschneider - ein Werkzeug zum schnellen Verbinden von Profilen
-
 Schere zum Schneiden von Rohren: Polypropylen (PPR), Kunststoff, Metall-Kunststoff
Schere zum Schneiden von Rohren: Polypropylen (PPR), Kunststoff, Metall-Kunststoff
-
 Nietauswahl (Nieter)
Nietauswahl (Nieter)
-
 So wählen Sie einen Gartenzweig & Grass Chopper - Beste Modelle
So wählen Sie einen Gartenzweig & Grass Chopper - Beste Modelle
-
 Welche handgeführten Traktoren und Motorkultivatoren sind besser?
Welche handgeführten Traktoren und Motorkultivatoren sind besser?





Fadentabelle. Erste Spalte. Metrisches Gewinde d.b. bereits in mm ist es daher metrisch.
Änderung. Innengewindetabelle, 1. Spaltenüberschrift