Wie man dünnes Metall kocht
Das Schweißen von dünnem Metall ist selbst für einige erfahrene Schweißer eine Herausforderung. Schweißanfänger haben es im Allgemeinen schwer. Die Regeln hier sind überhaupt nicht die gleichen wie beim Schweißen von dicken Produkten: Es gibt viele Merkmale und Schwierigkeiten, die die Auswahl von Modi und Elektroden erschweren. Es ist einfacher, dies mit halbautomatischen Schweißgeräten zu tun, aber im Alltag sind sie ein eher seltenes Phänomen, Wechselrichter sind weitaus häufiger. Hier sprechen wir über das Schweißen von dünnem Metall mit einem Wechselrichter.
Und die erste Schwierigkeit beim Schweißen eines Metalls geringer Dicke besteht darin, dass es nicht sehr erhitzt werden kann: Es brennt aus, es bilden sich Löcher. Daher arbeiten sie nach dem Prinzip "je schneller, desto besser" und es wird überhaupt nicht über Bewegungsbahnen der Elektroden gesprochen. Dünnes Blech wird geschweißt, indem die Elektrode in eine Richtung geführt wird - entlang der Naht ohne Abweichungen.

Beim Schweißen dünner Metalle überhitzen und verbiegen sich die Bleche
Die zweite Schwierigkeit besteht darin, dass Sie mit niedrigen Strömen arbeiten müssen, und dies führt dazu, dass der Lichtbogen kurz gemacht werden muss. Mit einer leichten Trennung geht es einfach aus. Es kann auch Probleme mit der Zündung des Lichtbogens geben. Verwenden Sie daher Geräte mit guten Volt-Ampere-Eigenschaften (Leerlaufspannung über 70 V) und einer gleichmäßigen Einstellung des Schweißstroms, der bei 10 A beginnt.
Ein weiteres Ärgernis: Bei starker Erwärmung ändert sich die Geometrie dünner Bleche: Sie biegen sich in Wellen. Es ist sehr schwierig, dieses Manko zu beseitigen. Die einzige Möglichkeit besteht darin, zu versuchen, die Wärme nicht zu überhitzen oder zu entfernen (lesen Sie unten die Methode mit Kühlkörpern).
Beim Stumpfschweißen dünner Bleche werden deren Kanten sorgfältig bearbeitet und gereinigt. Das Vorhandensein von Schmutz und Rost macht das Schweißen noch problematischer. Richten Sie daher alles sorgfältig aus und reinigen Sie es. Sie legen die Blätter sehr nahe beieinander - ohne Lücke. Die Details werden mit Klammern, Klammern und anderen Geräten fixiert. Dann werden die Teile alle 7-10 cm mit kurzen Nähten angeheftet. Sie verhindern, dass sich Teile bewegen, und es ist weniger wahrscheinlich, dass sie verbogen werden.

Wenn Sie die Kanten gut reinigen, erhalten Sie eine gute Naht.
Wie man dünnes Metall mit einem Wechselrichter kocht
Gleichstromschweißmaschinen sind gut, weil wir mit umgekehrter Polarität schweißen können. Verbinden Sie dazu das Kabel mit dem Elektrodenhalter mit dem "+" und haken Sie das "-" in das Teil ein. Bei dieser Verbindung erwärmt sich die Elektrode stärker und das Metall erwärmt sich minimal.
Darüber, Wie Sie einen Schweißwechselrichter für zu Hause oder im Sommerhaus auswählen, lesen Sie hier.
Es ist notwendig, mit den dünnsten Elektroden zu kochen: von 1,5 mm bis 2 mm. In diesem Fall müssen Sie mit einem hohen Schmelzkoeffizienten wählen: Selbst bei niedrigen Strömen ist die Naht von hoher Qualität. Der Strom ist klein eingestellt. Für 1,5 mm Elektroden sollten es ungefähr 30-45 Ampere sein, für "zwei" - 40-60 Ampere. In der Realität wird es manchmal niedriger ausgedrückt: Es ist wichtig, dass Sie arbeiten können.
| Metalldicke, mm | 0,5 mm | 1,0 mm | 1,5 mm | 2,0 mm | 2,5 mm |
|---|---|---|---|---|---|
| Elektrodendurchmesser mm | 1,0 mm | 1,6 mm - 2 mm | 2 mm | 2,0 mm - 2,5 mm | 3 mm |
| Stromstärke, A. | 10-20 Ampere | 30-35 Ampere | 35-45 mm | 50-65 mm | 65-100 mm |
Um das Metall weniger zu erhitzen, werden die Teile in vertikaler oder zumindest geneigter Richtung angeordnet. Dann kochen sie von oben nach unten und bewegen die Elektrodenspitze streng in diese Richtung (ohne abzulenken oder zurückzukehren). Der Neigungswinkel ist ein Winkel nach vorne, während sein Wert 30-40 ° beträgt. Die Erwärmung des Metalls ist also minimal, und dies ist eine der wichtigsten Aufgaben beim Schweißen dünner Metalle.
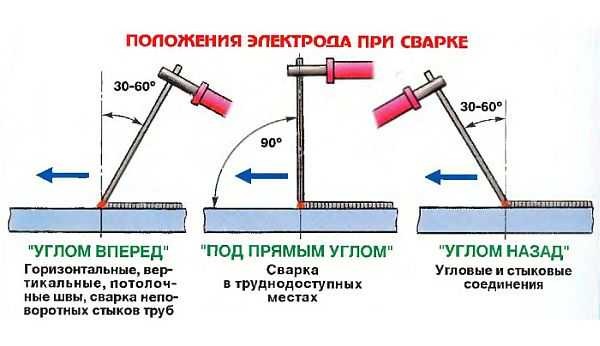
Schweißelektrodenpositionen und deren Verwendung
Allgemeine Empfehlung für die Auswahl von Elektroden zum Schweißen dünner Metalle: Kaufen Sie für solche Arbeiten hochwertige importierte Elektroden. Es wird um ein Vielfaches weniger Probleme geben.
Herstellung Schuppen auf einem Metallrahmen, lesen Sie hier.
Techniken und Verfahren zum Schweißen dünner Bleche
Manchmal müssen dünne Bleche schräg geschweißt werden.In diesem Fall ist es bequemer, die Bördelmethode zu verwenden: Die Kanten des Blechs werden auf den erforderlichen Winkel gebogen und alle 5-10 cm mit kurzen Quernähten befestigt. Danach werden sie wie oben erwähnt geschweißt: mit einer durchgehenden Naht von oben nach unten.
Das Video zeigt, wie dünne Bleche mit einer Elektrode mit einem Schweißwechselrichter geschweißt werden. Die Bördelmethode wird angewendet: Die Kanten der Teile werden zurückgefaltet, dann werden sie an mehreren Stellen mit kurzen Nähten erfasst. Anschließend wird mit einer 2 mm dicken dünnen Elektrode geschweißt.
Ein Durchbrennen beim Schweißen ohne Trennung ist nicht immer möglich. Dann können Sie versuchen, den Lichtbogen für einige Momente zu unterbrechen, und dann die Elektrode an derselben Stelle wieder absenken und um einige Millimeter vorschieben. Also, zieh den Bogen und kehre zurück und koche. Bei dieser Methode stellt sich heraus, dass das Metall während der Trennung des Lichtbogens Zeit zum Abkühlen hat. Im Video sehen Sie, wie sich die Farbe des Schweißflecks nach dem Entfernen der Elektrode ändert. Die Hauptsache ist, das Metall nicht zu stark abkühlen zu lassen.
Das Abziehschweißen von dünnem Metall wird im ersten Teil des Videos demonstriert. Fügeverfahren - Überlappung (ein Teil überlappt den anderen um 1-3 cm), eine Elektrode mit Rutilbeschichtung wird verwendet (für strukturelle und niedriglegierte Stähle). Dann wird das Schweißen von Edelstahl mit einer Edelstahlelektrode mit der Hauptbeschichtung gezeigt, und am Ende wird die Eisenmetallverbindung mit derselben Edelstahlelektrode geschweißt. Die Naht erwies sich übrigens als von besserer Qualität als bei Verwendung der empfohlenen Elektroden.
Informieren Sie sich über die Auswahl der Elektroden zum Schweißen mit einem Wechselrichter Hier.
Wenn beim Schweißen von dünnem Metall keine durchgehende Schweißnaht erforderlich ist, wird eine Punktschweißung verwendet. Bei dieser kleinen Schweißmethode befinden sich die Stifte in geringem Abstand voneinander. Diese Methode wird als unterbrochene Naht bezeichnet.

So sieht eine unterbrochene Naht auf dünnem Metall aus
Im Allgemeinen ist das Schweißen von dünnem Eisen durchgehend schwierig. Die Überlappung ist einfacher: Die Teile überhitzen sich nicht so stark und es besteht eine geringere Wahrscheinlichkeit, dass alles "führt".
Lesen Sie hier mehr über die Arten von Schweißnähten und Verbindungen.
Beim elektrischen Schweißen von dünnem Metall durchgehend können Sie einen dünnen Draht mit einem Durchmesser von 2,5 bis 3,5 mm zwischen die Bleche legen (Sie können die Beschichtung auf die beschädigten Elektroden peitschen und diese verwenden). Es ist so positioniert, dass es von der Vorderseite bündig mit der Metalloberfläche abschließt und von der falschen Seite fast den halben Durchmesser herausragt. Beim Schweißen wird der Lichtbogen entlang dieses Drahtes geführt. Es nimmt die thermische Hauptlast auf und die geschweißten Bleche werden durch Umfangsströme erwärmt. Gleichzeitig überhitzen sie nicht, sie glasieren nicht, die Naht ist glatt, ohne Anzeichen von Überhitzung. Nach dem Entfernen des Drahtes ist es schwierig, Spuren zu erkennen, dass er vorhanden war.

So sieht eine Naht aus, wenn dünne Metallstumpfnähte mit einem von unten verlegten wärmeleitenden Draht geschweißt werden
Eine andere Möglichkeit besteht darin, Kupferplatten unter die Fuge zu legen. Kupfer hat eine sehr hohe Wärmeleitfähigkeit - 7-8 mal höher als Stahl. Unter dem Schweißort platziert, entzieht es einen erheblichen Teil der Wärme und verhindert so eine Überhitzung des Metalls. Diese Methode zum Schweißen dünner Metalle wird als „Kühlkörper“ bezeichnet.
Lesen Sie hier, wie Sie einen Metallpavillon schweißen. Vielleicht möchten Sie lesen, wie es geht Kohlenbecken aus einer Gasflasche oder Metall? Das Ding ist notwendig und geeignet, um das Schweißen zu beherrschen.
Verzinktes Schweißen
Verzinkter Stahl - das gleiche dünne Blech, nur mit einer Zinkschicht bedeckt. Wenn Sie es schweißen müssen, müssen Sie diese Beschichtung zum Schweißen vollständig von den Kanten entfernen, um Stahl zu reinigen. Es gibt verschiedene Möglichkeiten. Die erste besteht darin, mechanisch zu entfernen: mit einer Schleifscheibe auf einer Schleifmaschine oder einer Schleifmaschine, Schleifpapier und einer Metallbürste. Es gibt noch einen anderen Weg - durch Schweißen ausbrennen. In diesem Fall verläuft die Elektrode zweimal entlang der Naht. Gleichzeitig verdunstet Zink (es verdunstet bei 900 ° C) und seine Dämpfe sind sehr giftig. Diese Arbeiten können also entweder auf der Straße oder bei einer Dunstabzugshaube am Arbeitsplatz durchgeführt werden.Nach jedem Durchgang müssen Sie das Flussmittel abbauen.

Es ist besser, im Freien verzinkt zu schweißen: Das Verdampfen von Zink ist sehr schädlich
Nach dem vollständigen Entfernen von Zink beginnt das eigentliche Schweißen. Beim Schweißen von verzinkten Rohren sind zwei Durchgänge mit unterschiedlichen Elektroden erforderlich, um eine gute Naht zu erzielen. Die erste Naht wird mit Rutil-beschichteten Elektroden verschweißt, beispielsweise MP-3, ANO-4, OZS-4. In diesem Fall haben die Schwingungen eine sehr kleine Amplitude. Machen Sie die obere Naht breiter. Sie entspricht ungefähr drei Durchmessern der Elektrode. Hier ist es wichtig, nicht zu hetzen und gut zu kochen. Dieser Durchgang wird von Elektroden mit einer Grundbeschichtung verwendet (z. B. UONI-13/55, UONI-13/45, DSK-50).
Weitere Informationen zur Auswahl von Elektroden für das Wechselrichterschweißen finden Sie hier.
-
 Gipskartonschneider - ein Werkzeug zum schnellen Verbinden von Profilen
Gipskartonschneider - ein Werkzeug zum schnellen Verbinden von Profilen
-
 Schere zum Schneiden von Rohren: Polypropylen (PPR), Kunststoff, Metall-Kunststoff
Schere zum Schneiden von Rohren: Polypropylen (PPR), Kunststoff, Metall-Kunststoff
-
 Nietauswahl (Nieter)
Nietauswahl (Nieter)
-
 So wählen Sie einen Gartenzweig & Grass Chopper - Beste Modelle
So wählen Sie einen Gartenzweig & Grass Chopper - Beste Modelle
-
 Welche handgeführten Traktoren und Motorkultivatoren sind besser?
Welche handgeführten Traktoren und Motorkultivatoren sind besser?




